





热流道专题——看看这些成功应用案例!
成功案例一
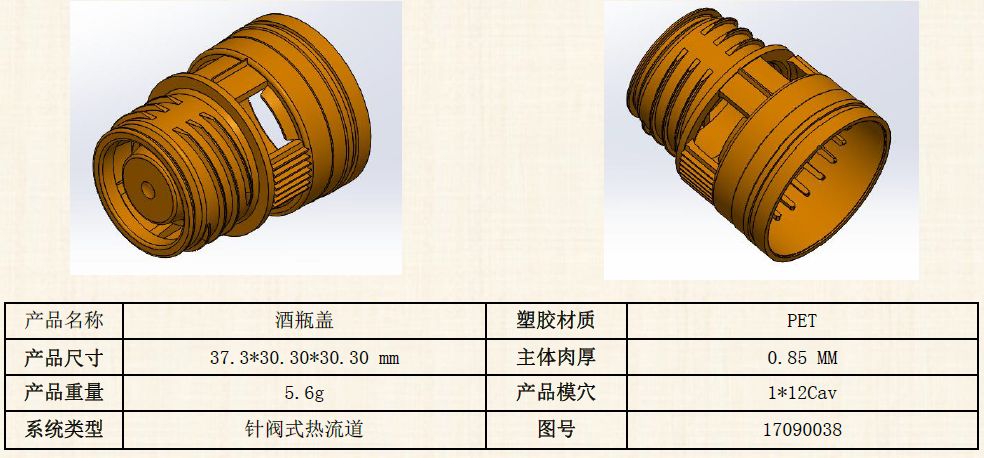
产品
项目分析
PET为高分子聚合物,为结晶树脂,成型温度较高,如果温度控制不好,会使产品浇口周围雾化,产品发黄。合适的流道大小至关重要,过大过小都会导致产品过度分解发黄,碳化等问题的发生。
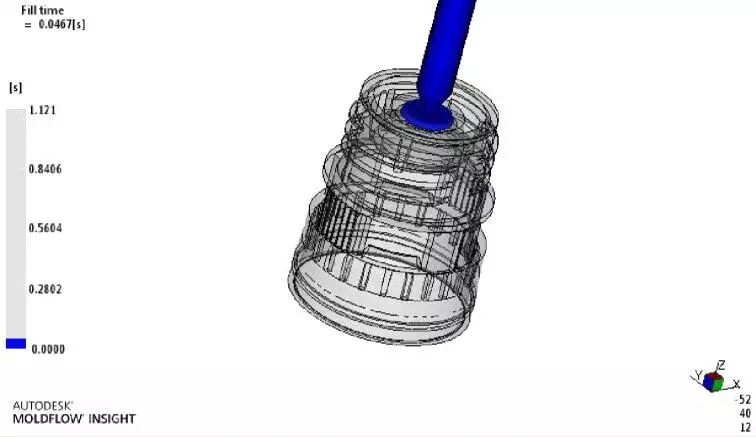
模流分析
热流道方案
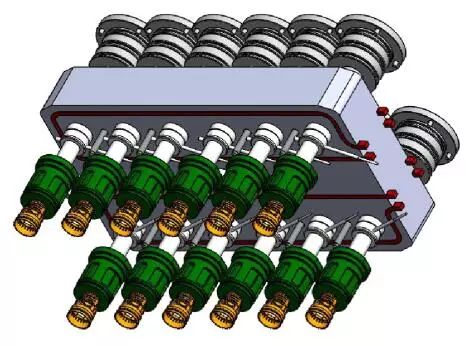
1. 热流道系统为一出十二针阀系统
2. 缸体驱动为气体驱动(8Bar)
3. 浇口周围设计运水套
量产样品

1. 热流道控温非常精准,停机测试十五分钟材料不发黄,不发脆;
2. 浇口处理OK,无残胶,无起雾发白等现象的发生;
3. 热流道流道大小设计合理,3模次实现过料,无呆滞料滞留在系统。
成功案例二
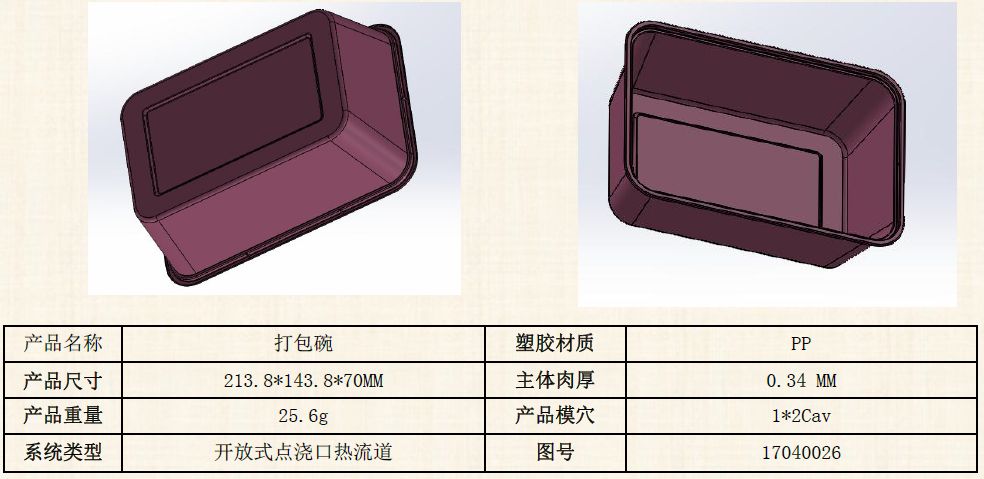
产品
项目分析
材料为食品级PP,产品颜色为高透明,平均肉厚为0.34mm。由于食品级PP易引发浇口位置拉高与拉丝问题,故流道与浇口大小、热嘴结构的选择至关重要。
模流分析
热流道方案

1. 热流道系统信息与说明;
2. 热流道系统为一出四开放式点浇口;
3. 采用螺纹式链接;
4. 合理的加热器布局,分流板与热嘴的温度均匀分布。
试模样品
1. 热流道控温非常精准,两穴平衡比控制在3%;
2. 浇口处理ok,无残胶拉高或拉丝问题;
3. 注射压力75Bar,在客户目标设定范围内。
成功案例三
产品

项目分析
产品材料为PP, 单重5. 3g,产品为薄壁件, 主体肉厚只有0. 41mm,客户有换色需求。结构产品的大小与肉厚分析, 合适的流道与胶口大小至关重要。对于换色需求, 要充分的杜绝流道与热嘴死角。
热流道方案

1. 热流道系统为一出八开放式点浇口;
2. 采用螺纹式链接;
3. 合理的加热器布局, 分流板与热嘴的温度均匀分布。
成功案例四
产品图示

项目分析
材料为PP, 产品克重为0. 56g,型腔数144穴。医用级PP产品浇口位置比较容易拉丝, 产品周围容易起雾花, 一出144比较考验热流道系统的流道平衡, 温度平衡。
模流分析
热流道方案

1. 热流道系统为1出144全热点浇口;
2. 采用叠层分流板;
3. 热嘴结构为正在申请专利的一嘴多头结构。
量产样品

1. 浇口断胶完美,无拉丝,产品表面保持高透明度;
2. 144腔平衡比控制ok;
3. 注塑压力75Bar,客户设定目标内。
成功案例五
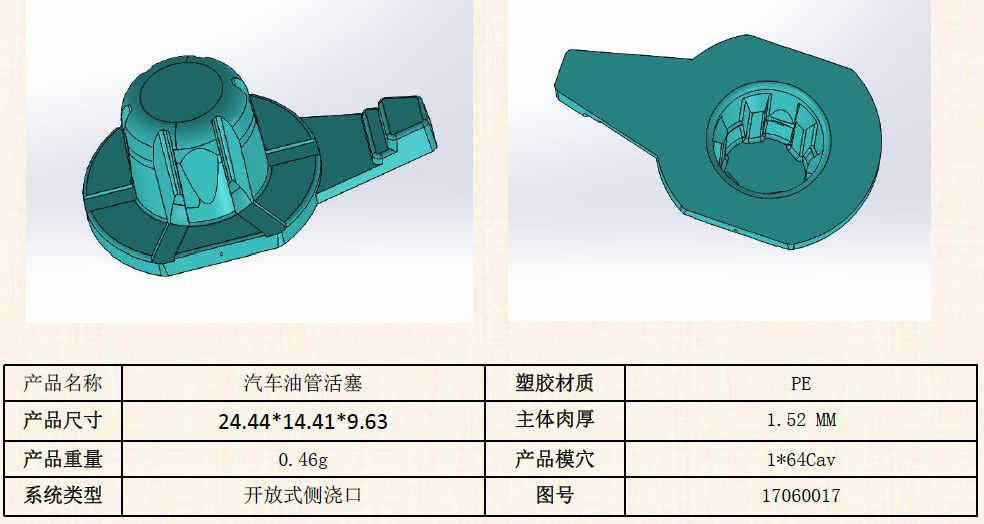
产品
项目分析
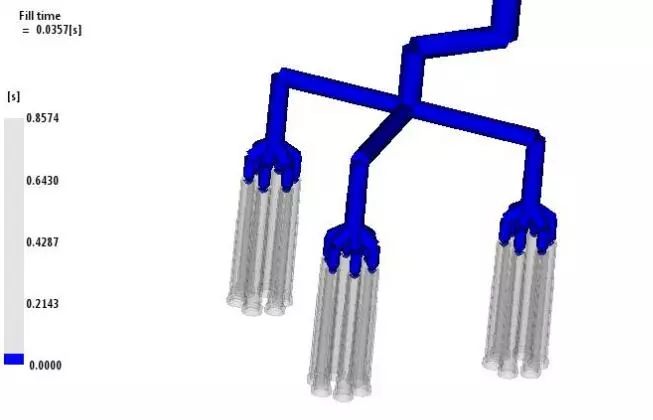
材料为PE, 产品克重为0. 46g,型腔数64穴, 客户有换色需求。产品表面为外观面, 不能进胶。故进胶点在产品侧壁。传统的热嘴形式无法满足客户需求。
热流道方案
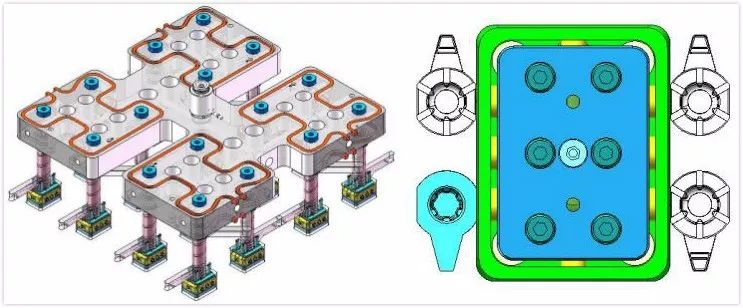
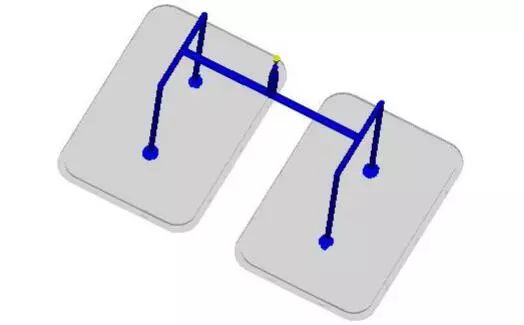
1. 热流道系统为1出64全热侧浇口;
2. 分流板增加散热与支撑柱孔;
3. 热嘴结构为1出4侧浇口热嘴。
热流道方案

热流道采用前端拆卸, 避免了后续维修反复拆装模板的问题
量产样品

1. 浇口断胶完美,无拉丝,无残胶;
2. 64腔平衡比控制ok;
3. 注塑压力85Bar,客户设定目标内;
4. 换色ok,换色后产品无表面杂纹与异色点等问题。

 分享
分享
图片新闻








最新活动更多
-
4月17日立即报名 >> 【线下论坛】新唐科技×芯唐南京 2026 年度研讨会
-
4月22日立即报名>> 【在线会议】ADI六款仪器仪表方案助力产品快速上市
-
即日-4.30立即下载>>> 【限时下载】《2025激光行业应用创新发展蓝皮书》
-
5月14日立即下载>> 【白皮书】村田室内外定位解决方案
-
5月29日立即下载>> 【白皮书】工业视觉AI实战白皮书合集
-
5月30日立即报名>> 2026激光行业应用创新发展蓝皮书火热招编中!
推荐专题

中国智能制造数字化转型大会")


- 1 2026,中国工程机械的“分水岭之战”
- 2 海康威视:用“集分式”架构搭建轻、减、省的指挥中心大屏显控系统
- 3 智赋食饮新局:《威图赋能食品饮料行业高效可持续发展白皮书》发布会即将开启!
- 4 开春来深圳,看全球先进精密制造!2026 ITES深圳工业展,即将启幕!
- 5 SEMICON CHINA 2026首日,格创东智携“章鱼智脑”和全场景工业智能体群,开启半导体智造自主决策时代
- 6 格创东智SEMICON CHINA 2026圆满收官,章鱼智脑与全场景智能体群定义工业智能决策新高度
- 7 智启新程,聚势前行,2026 ITES深圳工业展盛大启幕!
- 8 格创东智何军登榜2025福布斯中国科创人物,工业AI革新力获权威认可
- 9 工业 CLAW 破局:“章鱼智脑”,智能工厂仿生式自主决策中枢
- 10 丰田汽车公司为实现碳中和制定的动力总成多路径策略PPT



发表评论
登录
手机
验证码
手机/邮箱/用户名
密码
立即登录即可访问所有OFweek服务
还不是会员?免费注册
忘记密码其他方式
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论