





焊接界面合金层及其生长的影响因素
一、焊接界面的物理状态
焊接过程中,在钎料和母材之间所形成的接合面就定义为焊接界面。焊接的界面状态对焊点的物理、化学、机械及电气性能起着关键性的作用。界面的物理状态取决于被焊母材的表面洁净度,通常界面的物理状态有下述3种情况。(1)表面很洁净,焊接过程中冶金反应进行得很充分,界面层为金属组织的连接,如图1所示。

图1
焊点内部构造(2)表面为氧化(或硫化)物膜所包覆,此时的界面层为非金属性的氧化或硫化膜所构成。(3)表面为有机物(如油脂、手汗渍等)所污染,此时的界面层为有机物膜所组成。上述情况(1)是确保焊接连接可靠性所必需的,而情况(2)、(3)是导致焊接连接失败(如虚焊)的根源。因此,焊接前必须彻底予以消除。
二、界面合金层的形成
1.界面合金层形成的物化过程描述1)扩散(1)扩散现象。通常,由于金属原子在晶格点阵中呈热振动状态,故温度升高时,它会从一个晶格点阵自由地移动到其他晶格点阵,该现象即扩散现象。此时的移动速度和扩散量取决于温度和时间。一般的晶内扩散,即使扩散的原子很少,也会成为固溶体而进入母材金属中。不能形成固溶体时,可认为只扩散到晶界处。因为在常温加工时,靠近晶界处晶格紊乱,从而极易扩散。固体之间的扩散,通常可认为是在相邻的晶格点阵上交换位置的扩散。一般说来,固体金属(如Cu)溶解在液体金属(如钎料)中变成一种液体,这时在固体金属和熔化金属之间就要产生扩散。液态钎料和母材金属之间产生的扩散,当钎料凝固后,即呈钎料-合金-母材状态,这时金属间的相互间扩散速度虽然减慢,但扩散还在继续进行,这种扩散叫做固相间扩散。同液相-固相间的扩散相比,其速度慢得多,常温下甚至可忽略不计。(2)扩散的分类。① 按扩散类型分。●自扩散:同种金属间的原子移动。●相互扩散:异种金属原子间的扩散,如焊接时钎料和母材间的相互扩散。也有人将相互扩散称为化学扩散。●选择扩散:用两种以上金属元素组成的钎料合金焊接时,其中某一金属元素先扩散,或者只有某一金属元素扩散,其他金属元素根本就不扩散。例如,用SnPb焊接Cu时,只有钎料中的Sn向固体金属Cu中扩散,而Pb不扩散,如图2所示。
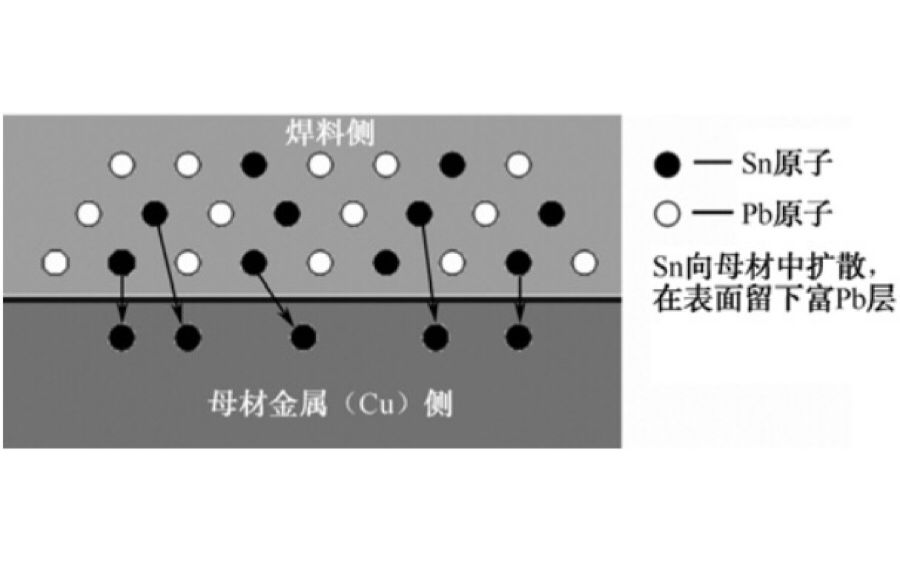
图2
选择扩散示意图② 从扩散的样式分。●表面扩散:熔化钎料的原子沿被焊金属结晶表面的扩散。一般认为,这种扩散过程活化能是比较小的。例如,用SnPb钎料焊接Fe、Cu、Ag、Ni等金属时,Sn在其表面有选择地扩散,由于Pb能使表面张力下降,还会促进扩散,因此,这类扩散也属表面扩散。●晶界扩散:熔化钎料原子和固体金属的晶界扩散。一般来说,晶界扩散的活化能比晶内扩散要小。但在高温下,活化能不占主导作用,所以晶界扩散和晶内扩散均很容易发生。然而在低温下,活化能的大小成为影响扩散的主要因素,这时晶界扩散将非常显著,而晶内扩散将减少,故看起来只有晶界扩散。另外,越是晶界多的金属,即金属的晶粒越细,就越易结合,机械强度也就越高。而经过退火的金属,由于出现了再结晶、孪晶、晶粒长大,所以扩散过程很难进行。因此,为了易于焊接,加工后的母材晶粒越小越好。●晶内扩散:熔化钎料原子扩散到晶粒中去的过程叫晶内扩散或体扩散。钎料原子向母材金属内部的晶粒内扩散,可形成不同成分的合金。在某些情况下,晶格变化会引起晶粒自身分裂。例如,钎料原子的扩散超过母材的允许固溶度,就会产生像Cu和Sn共存时的那种晶格变化,使晶粒分裂,形成新晶粒。这种扩散在铜及黄铜等金属被加热到较高温度时常发生。表面扩散、晶界扩散及晶内扩散的样式如图3所示。
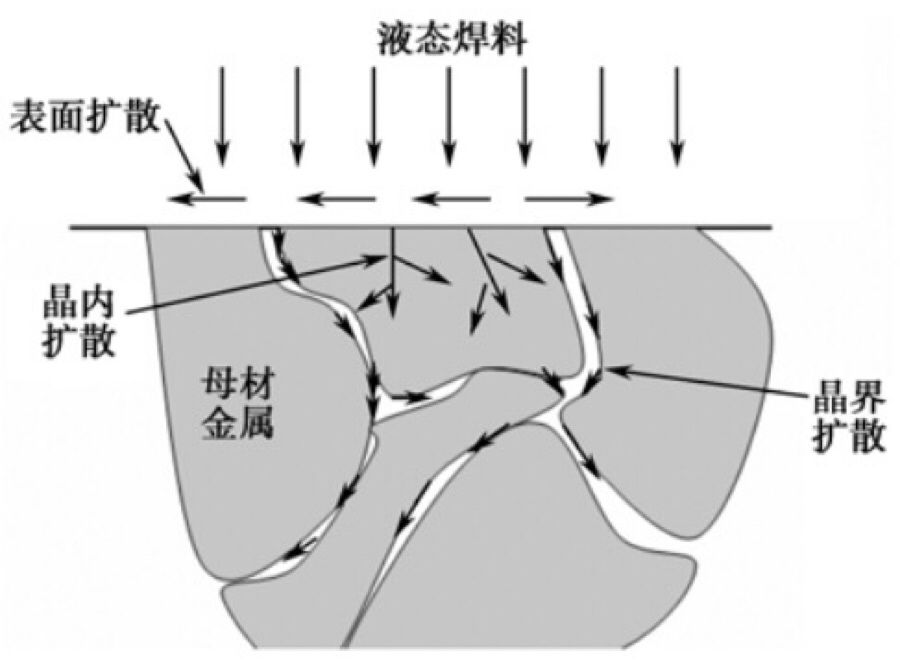
图3
表面扩散、晶界扩散及晶内扩散的样式2)菲克(Fick)定律1855年,菲克在热传导理论研究中导出了关于扩散的两个法则,即菲克定律。因此,扩散常用“菲克定律”来描述。它明确地给出了参与扩散的温度、扩散速度、浓度、时间等参数的相互关系。用它计算所得结果与实验值近似。(1)菲克第一定律。假定有B(如熔化的钎料)、A(如母材铜)相接触,在某一温度下加热t时间,B金属原子通过截面积S有质量m的原子扩散到A金属中去,如图4所示。
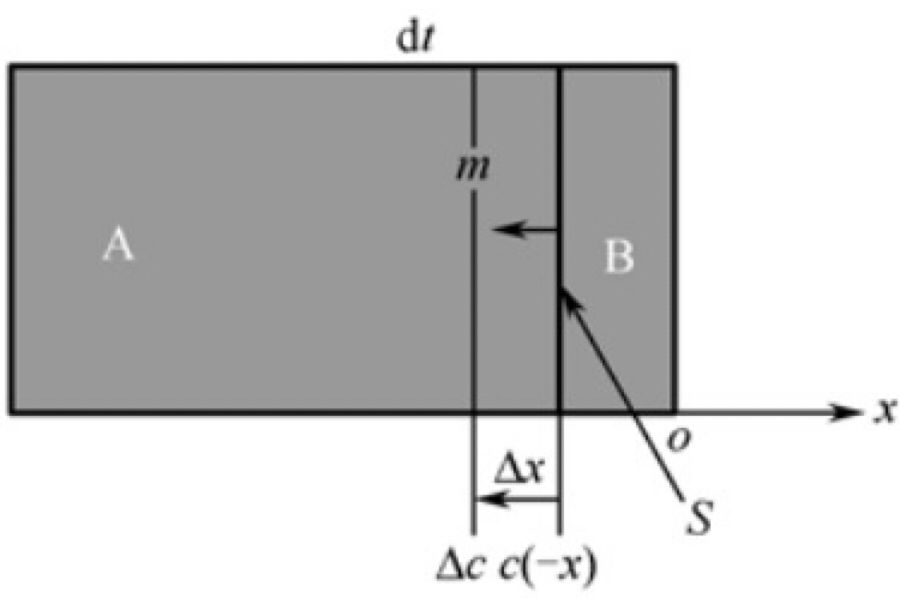
图4
菲克第一定律图示由于扩散是沿x轴的负向进行的,若设距离为-x处的B的浓度为c,则B原子在母材金属A中的扩散浓度梯度为dc/dx。则单位时间通过面积S的扩散量m可由下式确定:

式中 D——扩散常数(表示扩散原子的移动);S——接触面积;dc/dx——扩散物质的浓度梯度;dt——扩散时间。(2)菲克第二定律。当扩散服从于菲克第一定律时,处在扩散方向上x点的扩散物质的浓度c和时间t的关系,可由菲克第二定律确定。

(3)扩散的活化能。由式(1)可知扩散量m同截面积S和浓度梯度dc/dx成正比。而扩散常数可由阿伦尼斯(Arrhenius)公式求得:
式中 A——频度常数(cm2/s);k——玻尔兹曼常数;T——绝对温度;E——活化能(kcal/mol)。由式(3)可知,扩散常数D与绝对温度T成正比的指数函数关系,随温度成正比地发生明显的变化。由于扩散的发生必须经过活化状态,即物质的扩散必须要某种活化能,我们把它定义为扩散活化能。因此,活化能是衡量扩散难易的尺度。由式(3)可知,D与E成反比指数函数关系,活化能小的扩散就容易发生。表1列出与焊接相关的主要金属的扩散数据。
表1

2.合金层的形成焊接过程与水在玻璃上的润湿情况是不同的,由于焊接是熔融的钎料和母材金属间直接接触,二者之间发生了金属学的相互反应。作为该现象的代表性产物,是伴随着合金化反应而导致了合金层(金属间化合物)的形成。该合金的存在必须用显微镜才能识别。其存在不但对焊接接头的机械性质或化学性质有很大的影响,而且对接头的电气性能如电阻也有影响。正常焊接情况下,钎料成分中的原子向母材金属组织内扩散,而母材金属原子也向钎料中扩散、溶解而生成合金。这些位于焊接界面上的合金层可以区分为:① 生成均一的扩散层(固溶体型合金);② 生成化合物层(金属间化合物);③ 生成扩散层和化合物混合层。焊接时,这些扩散层作为被焊母材上的润湿层,是由钎料成分中元素原子向母材内部扩散而形成的。其扩散模式随母材和钎料等的合金学特性、母材金属的结晶形状、焊接条件(温度、时间)等的不同而异,如图5所示。

图5
在焊接界面上原子扩散模式这层介于钎料和母材金属之间的扩散层的形成类型,是随母材和钎料的不同组合而异的。通常,多数情况下是形成金属间化合物。表2介绍了在电子工业中常用的主要金属和钎料成分间所可能形成的合金层(金属间化合物)的种类。

 分享
分享
图片新闻








最新活动更多
-
7月3日立即报名>> 【在线会议】英飞凌新一代智能照明方案赋能绿色建筑与工业互联
-
7月22-29日立即报名>> 【线下论坛】第三届安富利汽车生态圈峰会
-
7.30-8.1火热报名中>> 全数会2025(第六届)机器人及智能工厂展
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
即日-2025.8.1立即下载>> 《2024智能制造产业高端化、智能化、绿色化发展蓝皮书》
-
精彩回顾立即查看>> 【在线会议】Solution Talks |Computex 2025关键趋势深读
推荐专题

中国智能制造数字化转型大会")


- 1 数智破局·生态共生:重构全球制造新引擎 2025 WOD制造业数字化博览会即将在沪盛大启幕
- 2 【重磅来袭】6月17日上海见!全球智造巨头聚首,60余场前沿论坛,制造业数字化盛会邀您共启数智破局之旅!
- 3 安森美正式参评“维科杯·OFweek 2025中国工业自动化与数字化行业优秀产品奖”
- 4 当数智工业邂逅大湾区,看PHIIDF2025如何破界,链动全球!
- 5 抢先解锁!全数会2025机器人及智能工厂展览会核心亮点速递
- 6 【最后召集】6月17-19日,60+论坛剧透制造业未来,200+全球巨头携制造业黑科技齐聚,制造业数字化转型巅峰盛会即将启幕!
- 7 硬核登场!凌科LP-12系列 90°工业级连接器上市,打造行业高可靠连接解决方案
- 8 欧姆龙正式参评“维科杯·OFweek 2025中国工业自动化与数字化行业优秀产品奖”
- 9 世界计量日盛会启幕,聚焦测量体系变革:质量、效率与动力
- 10 展会首日速递 | iEi威强电亮相北京AIAE Expo 2025,客户云集共话智能工业未来



发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论