钻孔工序
-

桥田智能推出新一代工业连接器QCM系列 实现生产工序的高效切换与稳定传输
上海桥田智能设备有限公司正式推出新一代桥田工业连接器QCM系列,桥田QCM系列工业连接器主要应用于汽车制造及3C电子等制造领域,助力企业实现生产工序的高效切换和稳定传输。该系列工业连接器目前已经应用至数十家行业客户生产线。
-

不可不知的齿轮加工11道工序
齿轮加工是一个极为复杂的过程,只有通过运用正确的技术,才能使高效生产成为可能,生产过程中的每个部分也都必须达到极为精确的尺寸。齿轮的加工周期中包括了普通车加工→滚齿加工→插齿加工→剃齿加工→硬车加工→
-
解决钻孔的快速定位问题,这两个夹具方案是这么做的
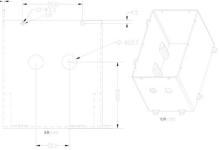
一、快速定位钻孔夹具针对问题钻孔装置需要借助钻孔夹具才能对工件进行钻孔操作,但是现有的钻孔夹具不能进行快速定位,工序繁杂而费时,严重降低了钻孔效率。图11.工作台 2.移动夹板 3.V型槽 4.夹紧手
-

钻孔夹具改进设计——通吃普通台钻、数控设备
在许多精密零部件中,有些特殊位置或形状的油道孔会给加工带来较大的难度。比如图1的一款内轮毂零件,上有几个油道孔,其中一个位于孔内且与内孔轴线相交60°。虽然油道孔的精度要求不高,但是刀具伸出长度长、材料强度高且位置关系复杂,所以加工难度非常大,必须要使用钻夹具,否则无法进行加工
-

三级钻孔加工法,孔深与径比超过100也能做
正常钻削技术所生产的孔,其孔深极少超过5倍直径,而在深孔钻削中,此比例可高达150﹕1,并且任何孔深大于5倍直径都应称为深孔。深孔加工常见加工方式BTA系统中,钻头与钻杆为中空圆柱体,提高了刀具刚性和快速拆装问题
-
钻孔、扩孔、铰孔、镗孔、珩磨孔、拉孔……孔加工必读!
与外圆表面加工相比,孔加工的条件要差得多,加工孔要比加工外圆困难。是因为:1孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动;2孔加工的尺寸往往直接取决于刀具的相应尺寸,刀具的制造误差和磨损将直接影响孔的加工精度;3排屑及散热条件差,加工精度和表面质量都不易控制
加工 2019-07-08 -

钻孔工艺大全 这个必须收藏了
钻头作为孔加工中最为常见的刀具,被广泛应用于机械制造中,特别是对于冷却装置、发电设备的管板和蒸汽发生器等零件孔的加工等,应用面尤为广泛和重要。
-
-
-

珩磨、钻孔、焊接工艺的15张现场案例
齿轮工艺包括图中所示的各项流程,加工中配置合适的装夹系统才能实现高效生产,下面将分享后期处理中珩磨、钻孔、磨内孔、焊接、测量的夹具使用现场案例。
-

-
PCB生产之钻孔工序常见问题与解决方案
在PCB生产工艺中,钻孔是非常重要的。所谓钻孔,就是在覆铜板上钻出所需要的过孔,用以提供电气连接、固定器件。如果过孔工序出现问题,器件不能固定在电路板上,轻则影响使用,重则整块版都不能用了。故此,钻孔是很重要的。
-

相关标签
![]() 换一批
换一批
最新活动更多 >
-
6月13日立即参评>> 【评选】维科杯·OFweek2025中国工业自动化及数字化评选
-
6月13日立即参评>> 【评选启动】维科杯·OFweek 汽车行业年度评选
-
6月13日立即参评 >> 【评选启动】维科杯·OFweek 人工智能行业年度评选
-
即日-6.16立即报名>> 【在线会议】olution Talks |Computex 2025关键趋势深读
-
即日-6.18立即报名>> 【在线会议】英飞凌OBC解决方案——解锁未来的钥匙
-
6月19日立即报名>> 【在线研讨会】安世汽车车身照明方案




