薄壁
-

-

-
如何解决数控车削加工中薄壁零件变形的问题?
在切削过程中,薄壁受切削力的作用,容易产生变形,从而导致出现椭圆或中间小,两头大的“腰形”现象。另外薄壁套管由于加工时散热性差,极易产生热变形,不易保证零件的加工质量。
-

-
薄壁空心件车削安全无变形的装卡
与普通工件的车削作业不同,在对薄壁空心工件进行夹持时,需要使用变形小且安全的卡盘。在对薄壁空心件进行车削时,装卡变形可能会造成所规定的公差范围超限并致使工件变成废品。因此,对卡盘的选择非常重要。
-

如何减少薄壁零件加工变形
针对薄壁零件在加工过程中,由夹紧力及切削力作用引起的工件变形问题, 不仅要选择正确的夹具方式,还要根据零件加工的实况,合理设计其定位和夹紧方式,对夹具结构做出改变。
-
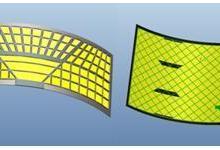
面向航天薄壁复杂结构件的高效柔性装夹技术与方法
高性能、轻量化、精密化、高效化、可靠性、经济性和环保性是21世纪新一代航天产品的发展趋势。当前,我国航天产业已进入高速发展期,航天技术的应用范围也越来越广,市场需求呈高速增长趋势,快速低成本发射、长期在轨飞行、机动能力突出、高有效载荷等已成为当前航天事业发展的迫切需求
-

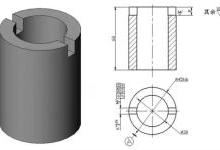
薄壁壳体工艺难点解决:四工位翻转夹具
电动机座壳体零件使用传统虎钳装夹难以保证技术要求,使用气动翻转夹具,一次能同时装夹四个工件,满足正面与底面同心度要求,同时减少定位误差。这种多工位翻转夹具的设计思路如下:图1 铸铝电动机座壳体PART
-

涡轮需要长悬伸加工,还有薄壁叶片,该怎么解决
在当前,很多需要超长精密钻孔和进行车削的工件加工变得愈发困难。更严密公差、高重复性的需求不但提高,而且很多新的高性能工件材料更难以加工,并且增大了加工系统内的应力。为了节省时间和成本,企业们都在将多个零件整合到单个整体工件中,但此类工件需要在多任务机床上加工深孔和车削复杂部件
-

薄壁件加工难题再临,这次用【六点快换夹具】去解决
发动机叶片为典型的薄壁结构零件,具有壁薄、刚性差和精度要求高等特点,加工工艺性差,在切削力、夹紧力和切削热等影响下,易发生加工变形。
而对薄壁件变形控制的研究,一般会从调整切削参数、修正刀具轨迹、优选刀具、改进装夹方案、改进毛坯的结构工艺性等方面入手,改进装夹方案是其中的重要一项 -
薄壁飞轮壳工件,也可以做快换夹具
飞轮壳是发动机的一个关键部件,通过齿轮室面一侧与发动机相连接,通过盆口一侧与变速器连接,这样就实现发动机与变速器的有效联接,通过它的变化,同样的发动机可以搭载于不同的汽车,飞轮壳形体复杂,具有多孔系,薄壁,形似盆状
-
两个薄壁件的工艺难题,一次性解决
薄壁套筒类零件在加工中总是容易产生变形,出现椭圆或中间小,两头大的“腰形”现象,不易保证零件的加工质量。它的装夹设计往往是被大家讨论最多的一个点,下面我们分别来看看车削、铣削上的两项薄壁件夹具设计实例,它们是怎么来解决变形问题的
-
大型薄壁件防变形,有这3点措施
这是夹具侠(jiajoin)发布的第 1197 篇技术文章加工薄壁零件的主要问题是加工中出现材料变形的现象,如果产生了塑性变形,将无法对材料进行进一步的加工。下面将对大型薄壁件的防变形工艺予以详细分析并提出应对措施
-

薄壁件切削加工中必做的三个正确选择
上一期中,我们分享了铝合金薄壁类零件的高速切削策略,刀柄与夹具的选用问题等(用实测找到最适合薄壁件的加工方式),而在进行零件精加工生产时,与粗加工不同的是精加工中需要充分考虑装夹、走刀、工艺参数对零件




