焊接界面
-
什么是人机界面?人机界面的主要作用有哪些?
人机界面(HMI,Human Machine Interface)是指用于实现人机信息交互和控制操作的设备或系统,是工控系统的一个重要组成部分。
-

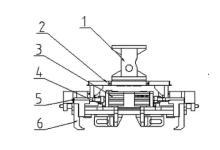
桥田智能推出创新产品电极帽整形机 大幅提升电极帽寿命和焊接质量
近日,上海桥田智能设备有限公司(简称:桥田智能)推出全新一代电极帽整形机,该产品将颠覆以往的切削修磨方式,采用磨削工艺,实现研磨整形。该整形方式能够有效去除电极帽表面较硬的氧化层,获得更高的整形质量和精度,同时保证焊接过程中电极帽具有稳定的通流能力,保证每台车的工艺条件相同,大幅改善焊接质量与精度。
-
什么是人机界面(HMI)?人机界面的使用方法
人机界面(Human Machine Interaction,简称HMI),又称用户界面或使用者界面,是人与计算机之间传递、交换信息的媒介和对话接口,是计算机系统的重要组成部分。
-
人机界面设计应该考虑哪些原则?人机界面的设计原则介绍
人机界面(Human Machine Interaction,简称HMI),又称用户界面或使用者界面,是人与计算机之间传递、交换信息的媒介和对话接口,是计算机系统的重要组成部分。
-
五大应用搬运焊接装配喷涂打磨,两大行业汽车3C!
半 导 体 系列(可点击):(一)~(八)自动驾驶系列(可点击):(一)~(四)燃料电池系列(可点击):(一)~(三)十四、应用72. 五大应用:搬运、焊接、装配、喷涂、打磨工业机器人五大应用:搬运、
-
Zoho CRM开UI界面个性化设计先河,重构客户关系管理新体验
北京2021年8月16日 /美通社/ -- 近日,全球领先的SaaS软件提供商Zoho宣布,向其CRM用户开放全新UI 设计- Canvas(画布),全方位改进用户体验。发展至今,Zoho CRM凭借强大的定制化能力深受企业用户青睐
-
人机界面将保持6%复合增长,2022年市场规模将突破40亿元
人机界面,是人与机器进行交互的终端设备。近年来,手机、平板、电视、电脑等科技产品的大肆普及,让人机界面越来越频繁的出现在我们日常生活之中。而作为工业自动化控制系统不可或缺的功能单元,随着传统行业智能化转型需求的加剧,人机界面发展也不断加快
-

2020年中国焊接材料产业供需规模、竞争格局及行业前景分析
焊接材料是钢铁的“缝纫线”和“黏合剂”,其上游行业主要是钢铁行业、有色金属行业和焊接设备行业等。
-

-
昆仑通态人机界面与单片机通信实战教程一:工程界面的设计
所周知,工业上常用的控制器主要是PLC,但是,可千万别小看了我们的小小的单片机,在很多场合上,也可以用来替代PLC做一些控制。
-

电子产品组装焊接的可焊性试验
可焊性测试是通过对样本的选择、焊接过程模拟,根据测试结果来确定样品的质量。在电子行业,可焊性试验在评估安装样件的影响时,通过测量所用锡膏和助焊剂的质量,焊接工艺质量等进行。
-
与机器人配合的焊接方案该怎么设计夹具?
自动化趋势背景下,很多结构工件的焊接加工等工作都利用机器人或者机械臂来完成,视频中的车身就同时使用了多个机械臂进行焊装加工,带来的效率提升自然不言而喻。对于企业来说有面临由手工向自动化焊接转型的需要,或者是现有的自动焊接方式不够完善,其中涉及到的夹具问题,今天就用两个专利方案来向大家说明。
-
离子流氧气传感器用于焊接机系统工作过程中的氧气浓度监控
机械焊接技术的不断发展过程中,一些新的技术应用促进了自动化的水平,自动焊接机在机械焊接当中发挥着重要的作用,提高了工作的效率和质量水平,对生产力的提高也有着保障。当需切割厚度超过100毫米的大型工件时,往往会遇到一瓶氧气不够使用的问题。
-

解放双手的秘密,机器人焊接工装夹具来了!
焊接设备目前采用的工装平台几乎还是传统的普通平板平台。完全不适应现在变化多样多品种多规格的产品状况。采用性能优越的机器人焊接工装平台夹具对焊接生产有极大的提高。
-
做焊接的都应该知道,分装夹具设计说明书
汽车上的分装夹具包括侧围分装夹具和分装线夹具,用于左右侧围分装的焊接及主拼分装零件的焊接,夹具由底板,定位夹紧机构,焊点保护和焊钳导向,抬起机构组成。Part.1 控制方式分装夹具大部分采用气动控制的方式,有少部分简单的夹具采用手动控制的方式
-

老师傅专治车身焊接夹具设计难点
随着我国汽车工业的发展,焊接技术在汽车生产中的应用越来越多,生产效率和产品质量要求越来越高,焊接装配夹具及各种机械化、半自动化和自动化的焊接装配生产线也随之发展起来。随着生产的需要,国内较大的汽车厂都
-

设计焊接的工装,从选用合适的焊钳开始
在汽车制造业中,移动式点焊机是汽车车身焊装自动化生产线上完成汽车车身组焊任务的主要设备,焊接执行机构为点焊钳,合理选择点焊钳型号可以实现焊接设备和作业人员数量合理、作业方便、减低劳动强度等效果。汽车车身的点焊机主要有三类:普通点焊机、多点焊机和点焊机器人
-

一文搞懂焊接夹具中的「典型结构、快换结构」
焊装生产线多品种、小批量和短周期是现代机械制造业的主要特征。这一特征的出现,促进了柔性夹具理念的产生与技术的发展。随着产品更新的周期越来越短,如何短平快地在老车型切换新车型并缩短项目周期是各主机厂研究的方向
-

波峰焊接工艺制程的问题及解决方法分析
前言:对于负责电子设备生产的每一个人而言,在波峰焊接和选择焊接时产生于 PCB 表面的锡珠都是一个让人非常头痛的问题。关于锡珠产生的原因和预防措施的讨论总是无休无止的,人们也习惯于把这归咎于焊接设备。
-
红狮控制Graphite® 系列人机界面 (HMI)再添新锐
全新12.1英寸Graphite户外人机界面 (HMI)可满足最严苛阳光条件下的读取应用要求美国宾夕法尼亚州 约克市,2019年7月15日讯 - 全球工业自动化与网络领域通信、监测和控制专家美国红狮控
-
红狮控制Graphite系列人机界面 (HMI)再添新锐
红狮控制Graphite 系列可帮助制造、石油和天然气、以及水和污水处理等不同行业客户轻松连接、监测和控制流程。Graphite 系列具有多种插件模块。
-

-

-

伊萨亮相埃森展,塑造焊接与切割的未来
中国上海,2019年6月26日 —— 6月25日,第24届北京·埃森焊接与切割展览会在上海新国际展览中心拉开帷幕。全球领先的焊接及切割设备、系统和材料的制造商与供应商伊萨,携旗下12大品牌的卓越产品和解决方案集中亮相,全面展示在汽车制造、LNG、造船海工、轨道交通等行业的最新技术和多项新品成果。
-

-

QFP再流焊接接合部工艺可靠性设计
在考虑QFP引线接合部的可靠性时,只需考虑在靠近QFP封装主体部分钎料量的可靠性即可,而沿引线长度方向的钎料量对可靠性判断所起的作用不大。
-
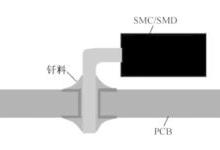
SMT再流焊接焊点的工艺可靠性设计
表面贴装元器件通常是指片式元器件QFP、PLCC、BGA、CSP等,表面贴装所形成的焊接接合部与通孔焊接方式所形成的接合部有很大的差异。SMT的接合过程是在基板焊盘上通过印刷焊膏→贴装SMC/SMD→再流焊接而完成其接合过程。
-

波峰焊接焊点的工艺可靠性设计
日本有学者统计焊点缺陷的40%~50%是由于接头设计不合适而引起的。即便使用了可焊性非常好的材料,如果接头设计有缺陷,那么焊点的可靠性也不会高。
-

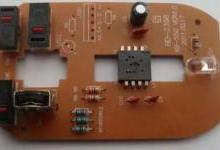
PCB生产工艺之焊接方法简介(二)
焊接在PCB生产工艺中,是非常重要的环节,如果焊接不好,则整块版都不能使用。之前我们介绍了几种焊接的方法,还有哪些呢,继续来看看吧!
-
PCB生产工艺之焊接方法简介(一)
焊接是PCB生产中非常重要的工艺,如果没有焊接,则各种器件不能汇聚在板子上,也就不能形成所谓的电路板了。焊接的工艺分为很多种,我们来看看常见的有哪些。
-

珩磨、钻孔、焊接工艺的15张现场案例
齿轮工艺包括图中所示的各项流程,加工中配置合适的装夹系统才能实现高效生产,下面将分享后期处理中珩磨、钻孔、磨内孔、焊接、测量的夹具使用现场案例。
-

哈工易科破除焊接领域个性化生产卡脖子难题
苏州哈工易科机器人限公司以做好“机器人智能焊接技术领域专家”为使命担当,领先践行工业4.0。以解决制造企业现实问题为出发点,研发先进技术“快速编程软件HRG-RapidARC”,打造最适用于焊接领域个性化生产、极符合我国大多数制造企业现状的编程方式。
-
-

-
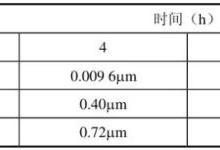
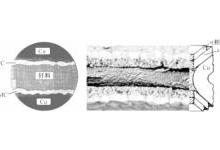
分析PCB焊盘涂层对焊接可靠性的影响
一般情况下,焊接时间很短,只在几秒内完成,所以Au不能在焊料中均匀地扩散,这样就会在局部形成高浓度层,这层的强度最低。
-

关于某抽水蓄能电站机组座环/蜗壳焊接缺陷处理
某抽水蓄能电站在安装期间清理#5机分半座环/蜗壳组合面时,用PT检查焊缝部位发现多处表面裂纹,而打磨消除缺陷的长度甚至达到150mm、宽度达到50mm、个别点深度达到50mm。
-
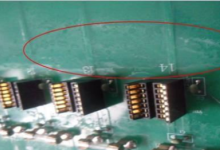
分享:PCB焊接后板面发白改善探讨
从质量风险评估与改善原则来看,发生制程警讯时,客户方必须见到改善措施与执行方案后,才能考虑对现品的允收。故此类问题虽未影响到功能,但往往也成为双方争论的焦点,本文即对此问题进行探讨和改善。
-
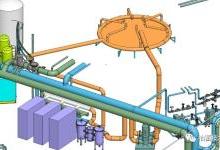
抽水蓄能电站不锈钢管道焊接的一些看法
抽水蓄能机组具有发电、调相、抽水等功能,运行工况较常规水轮发电机组的复杂,为此机组辅助设备及管路系统也比常规机组多一些。
相关标签
![]() 换一批
换一批
最新活动更多 >
-
6月13日立即参评>> 【评选】维科杯·OFweek2025中国工业自动化及数字化评选
-
6月13日立即参评>> 【评选启动】维科杯·OFweek 汽车行业年度评选
-
6月13日立即参评 >> 【评选启动】维科杯·OFweek 人工智能行业年度评选
-
即日-6.16立即报名>> 【在线会议】olution Talks |Computex 2025关键趋势深读
-
即日-6.18立即报名>> 【在线会议】英飞凌OBC解决方案——解锁未来的钥匙
-
6月19日立即报名>> 【在线研讨会】安世汽车车身照明方案




