





模内切浇口设计原则

1
开发背景
客户后饰板在开发过程中,要求此模具将两个侧浇口均开在产品咬花面上,量产后手动剪浇口总达不到客户满意程度。

2
现有技术分析
在研发模内热切技术之前,我们曾分析AGC技术、ECS技术和AutoDegate技术。
1)AGC技术虽然结构对本产品可行,但不适用于本产品所用的原料;
2)ECS技术要求成型机具有预顶出功能,并且切口设置在侧壁,对本产品结构不适用;
3)AutoDegate技术也同样切口设置在侧壁,对本产品结构不适用。
AGC技术分析
技术要点:射胶时依靠射胶压力压缩弹簧,挤开空间作为浇口,射胶结束后,依靠弹簧压力切刀回弹切断进胶点。
主要缺点:压力损失大;射胶压力与切断力平衡点难掌握;对原料有选择性,仅对PP/PE料切断效果较好;容易产生毛边。

ECS技术分析
技术要点:模具有两块顶出板,切刀单独使用一块顶出板;射胶时,切刀后退形成浇口;保压结束后,成型机预顶出系统推动切刀切断浇口。
主要缺点:模具结构复杂;需成型机具有预顶出功能;对侧边为外观面产品不能使用;刀口钝化后,切面效果变差。

AutoDegate技术分析:
技术要点:切刀加工在入子上,入子不动,依靠顶出力将浇口切断。
主要缺点:容易产生料屑;刀口钝化后切断效果变差;仅适用于侧浇口,对侧边为外观面产品不能使用;因为入子强度限制,容易断裂。
二、方案设计
1
切刀设计
1)在搭接浇口正下方设计切断系统;
2)切刀后退形成浇口,切刀前进压断浇口;
3)切刀端面可随产品表面形状任意变化,不设计刃口。


2
入子动力选择
使用顶板系统驱动切刀,不仅需要成型机预顶出系统配合,故也可选用微型油缸作为驱动动力,既可以根据出力需求选择不同缸径油缸,又可以实现点对点的驱动。

3
模内压力测量
为了能准确选择合适的液压缸,我们在模腔内安装压力传感器测量整个成型过程最大压力值。经实际测量:Pmax=535Bar

三、方案实施
1
最佳切断时机
分析整个成型过程,在压缩阶段结束后,成型机已完成全部充填,后面的保压阶段作用仅仅是保持压力,防止塑料回流,此时切断即可保证切断效果,又可省去部分保压时间。

2
实物照片

3
外观对比

4
技术特点
本技术突出特点:真正实现无刃口切浇口技术。在动作油压缸等出现问题时,关闭液压控制系统,浇口自然变为搭接浇口,可继续生产,应对紧急需求。
四、技术要点
1
关键尺寸1
经多次验证:切刀面距母模面预留0.05mm间隙,可避免在切断过程中切刀撞击母模表面,且可以完全分离流道与产品。

2
关键尺寸2
经多次验证:产品与流道之间预留0.50mm平面与切刀平面形成靠破,可保证产品/流道自动分离且不产生毛边,还能保证母模侧有足够的强度。

3
关键尺寸3
经过DOE验证,切刀朝向流道方向加工30°斜面,可以在挤压过程中将大部分多余塑料排挤到流道内,减小挤压阻力。

4
端面形状
最初设计切刀端面形状为矩形,在实际生产中发现楞角处磨损较快,易出现毛边,设计为半圆形端面或矩形加导角端面效果较好。

五、推广应用
1
浇口外观:

六、深入研究
压缩成型技术在要求低残余应力的制品如光学产品的成型中具有无可比拟的优势,但其对成型机功能的要求和模具设计的要求,目前很多成型机无法实现压缩成型,且目前的压缩成型技术不能对具有特殊要求的产品实现局部压缩成型。

利用模内热切浇口可以实现点对点压缩的特性,并结合传统压缩成型技术,开发出局部压缩成型技术,此技术的应用,可以完全摆脱成型机功能的束缚,并可对有特殊要求的产品实现局部压缩成型。
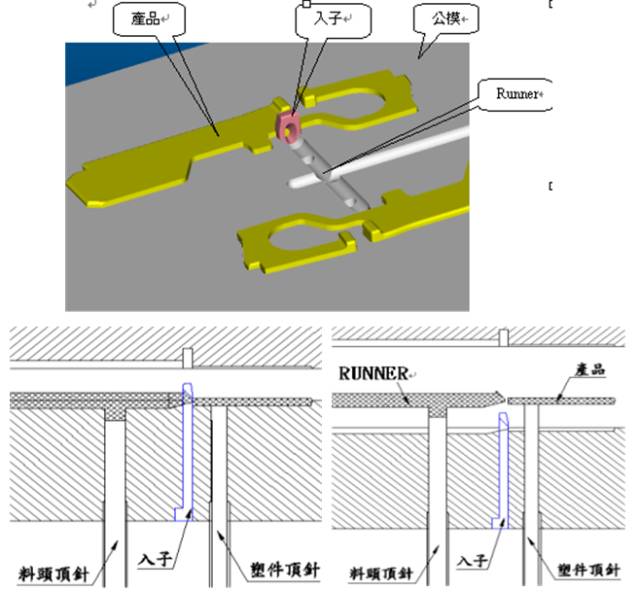
同时使用在顶针进浇的场合:


 分享
分享
图片新闻








最新活动更多
-
7月3日立即报名>> 【在线会议】英飞凌新一代智能照明方案赋能绿色建筑与工业互联
-
7月22-29日立即报名>> 【线下论坛】第三届安富利汽车生态圈峰会
-
7.30-8.1火热报名中>> 全数会2025(第六届)机器人及智能工厂展
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
即日-2025.8.1立即下载>> 《2024智能制造产业高端化、智能化、绿色化发展蓝皮书》
-
精彩回顾立即查看>> 【在线会议】Solution Talks |Computex 2025关键趋势深读
推荐专题

中国智能制造数字化转型大会")


- 1 数智破局·生态共生:重构全球制造新引擎 2025 WOD制造业数字化博览会即将在沪盛大启幕
- 2 【重磅来袭】6月17日上海见!全球智造巨头聚首,60余场前沿论坛,制造业数字化盛会邀您共启数智破局之旅!
- 3 安森美正式参评“维科杯·OFweek 2025中国工业自动化与数字化行业优秀产品奖”
- 4 当数智工业邂逅大湾区,看PHIIDF2025如何破界,链动全球!
- 5 抢先解锁!全数会2025机器人及智能工厂展览会核心亮点速递
- 6 硬核登场!凌科LP-12系列 90°工业级连接器上市,打造行业高可靠连接解决方案
- 7 【最后召集】6月17-19日,60+论坛剧透制造业未来,200+全球巨头携制造业黑科技齐聚,制造业数字化转型巅峰盛会即将启幕!
- 8 4.77 亿募资!年赚 1.11 亿的智能配电 “小巨人” 冲刺创业板,在手订单超 6 亿!
- 9 欧姆龙正式参评“维科杯·OFweek 2025中国工业自动化与数字化行业优秀产品奖”
- 10 世界计量日盛会启幕,聚焦测量体系变革:质量、效率与动力



发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论