





焊膏的使用情况及性能

一、组成及对焊接质量的影响1.组成焊膏由焊料合金粉(以下简称焊粉)和焊剂组成,而焊剂又由溶剂、成膜物质、活化剂和触变剂等组成,如图1所示。


图1 焊膏的组成焊剂各组分所占焊膏质量的百分比及成分如下。
(1)成膜物质:2%~5%(Wt),主要为松香及其衍生物、合成材料,最常用的是水白松香。
(2)活化剂:0.05%~0.5%(Wt),最常用的活化剂包括二羧酸、特殊羧基酸和有机卤化盐。
(3)触变剂:0.2%~2%(Wt),增加黏度,起悬浮作用。这类物质很多,优选的有蓖麻油、氢化蓖麻油、乙二醇-丁基醚、羧甲基纤维素。
(4)溶剂:3%~7%(Wt),多组分,有不同的沸点。
(5)其他:表面活性剂,耦和剂。
2.组分对焊接质量的影响焊料飞溅、焊剂飞溅、BGA空洞、桥连等焊接不良与焊膏的组成有很大的关系!焊膏的选用应根据印制电路板组件(PCBA)的工艺特性进行选择。焊粉所占比重,对塌落性能和黏度有很大的影响,焊粉含量越高,塌落度也越小,因此,用于细间距元件的焊膏,多使用88%~92%焊粉含量的焊膏。活化剂,决定焊膏的可焊性或润湿能力。要实现良好的焊接,焊膏中必须有适当的活化剂,特别是在微焊盘焊接情况下,如果活性不足,就有可能引发葡萄球现象和球窝缺陷。成膜物质,影响焊点的可测性以及焊膏的黏度和黏性。溶剂,主要用于溶解活化剂、成膜物质、触变剂等。焊膏中的溶剂,一般由不同沸点的溶剂组成,使用高沸点溶剂的目是为了防止再流焊接时焊锡、焊剂飞溅。触变剂,用来改善印刷性能和工艺性能。
3.市场上的焊膏类别市场上的焊膏,一般按照应用需求进行划分,例如:适合高速印刷的焊膏;适合细间距印刷的焊膏;BGA空洞少的焊膏;活性比较强的焊膏。
二、焊膏配方及功能
1.焊膏配方设计焊膏所用的活化剂多为有机酸、有机胺、有机卤化物。与无机系列焊剂相比,其活性比较弱,但具有加热迅速、分解留下的残留物基本呈惰性、吸湿性小、电绝缘性能好的特点。焊膏的配方实际就是焊剂的配方,焊剂各组分的作用如图2所示。
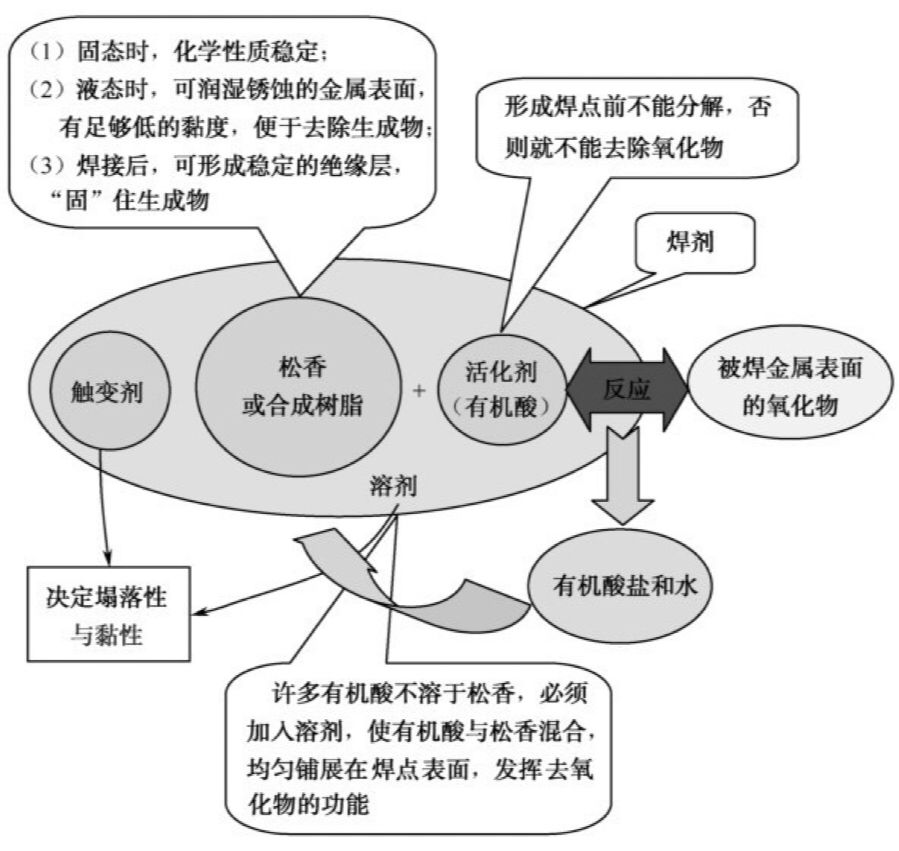
图2 焊剂各组分的作用
2.焊剂的三大功能:
(1)化学功能。去除被焊金属表面的氧化物并在焊接过程中防止焊料和焊接表面的再氧化。
(2)热学功能。焊剂能在焊接过程中迅速传递能量,使被焊金属表面热量传递加快并建立热平衡。
(3)物理功能。焊剂有降低焊料表面张力的功能,有助于焊料与被焊金属之间的相互润湿,起到助焊作用。焊接后可形成化学性质稳定的绝缘层,“固”住生成物。
3.活化剂去除氧化物的原理反应一,生成可溶性盐类。MeOn+2nRCOOH→Me(RCOO)n+H2OMeOn+2nHX→MeXn+nH2O反应二,氧化-还原反应。MeO+2HCOOH→Me(COOH)2+H2OMe(COOH)2→Me+CO2+H2
三、再流焊接过程中焊膏的物理化学变化由于各种品牌焊膏配方的不同以及焊接时温度曲线设置的差异,很难准确地描述再流焊接过程中焊膏在什么温度点发生了什么化学和物理变化,但并不妨碍我们对其作一个大致的定性描述。认识和了解再流焊接过程中焊膏的物理和化学变化,对正确的设置温度曲线、减少焊接不良十分重要。比如,ENIG焊盘上出现焊剂污点或焊锡点,如果我们清楚它发生的大致温度点、了解其发生的原因,那么我们就可以优化温度曲线,减少此类焊接不良。图3 是根据一些试验报告绘制的一个焊膏在再流焊接过程中的状态变化图,描述了焊剂在不同阶段的挥发情况、焊膏的物理变化、焊锡焊剂飞溅的发生阶段、去除金属氧化物的主要阶段。需要说明的是,图中一些数据不是一个准确的数值,仅说明一个大致情况,如溶剂的挥发量,它不仅取决于温度与时间,更取决于焊剂组成以及沸点。
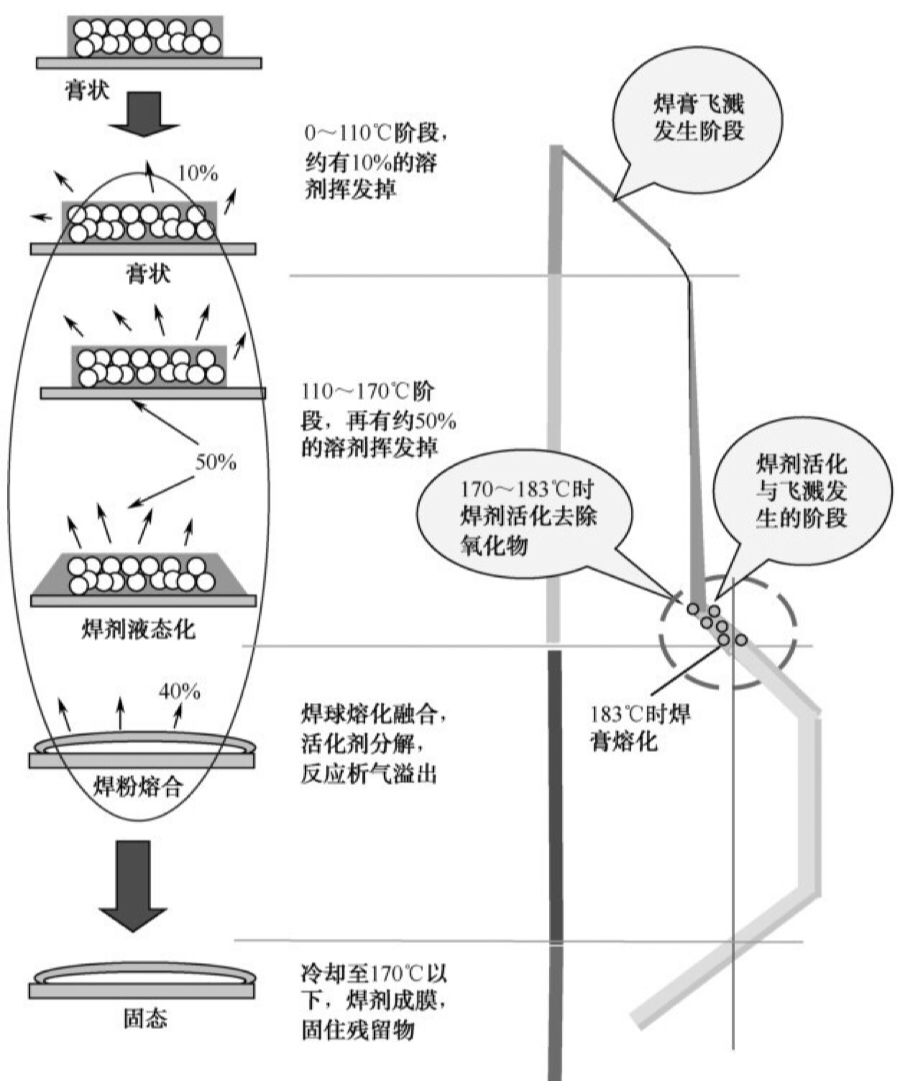
图3 焊膏在流焊接过程中的状态变化
四、焊膏的性能评价对一款焊膏进行评价,一般应包括焊膏的使用性能、助焊剂性能、金属粉性能等内容,详细评价指标如图4所示。
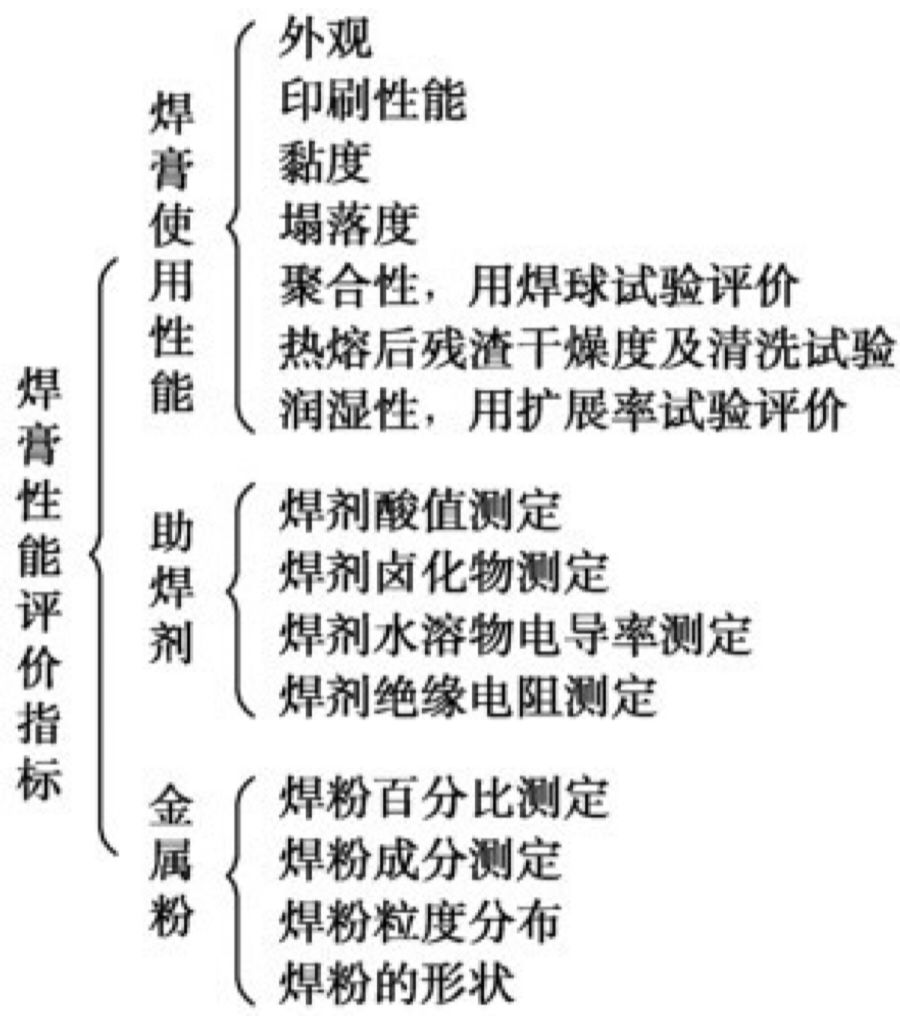
图4 焊膏评价指标与方法日常例行检查,主要检测影响工艺质量的五项指标:印刷性——实践中可以通过观察0.4mm间距的CSP或QFP焊膏印刷图形来评价。聚合性——用焊球试验评价(在规定的试验条件下,检验焊膏中的合金粉末在不润湿的基板上熔合为一个球的能力),目的是检验焊剂短时去氧化物能力以及焊粉的氧化程度。铺展性——用扩展率试验进行评价,用于确定焊剂的活性。塌落度——评价焊膏印刷后保持图形原状的能力。黏着力——评价焊膏的黏附强度。
焊膏使用
1)冷藏储存必须存放在5~12℃。如果温度过高,焊粉与焊剂反应,会使黏度上升而影响印刷性;如果温度过低(0℃下),焊剂中的松香成分会产生结晶现象,使焊膏性能恶化。活性比较强的焊膏,如果常温存放(如解冻)有可能发生焊粉与焊剂反应,使焊膏变黏、变稠、活性变低,这点可通过观察焊膏焊粉颗粒表面是否光滑予以确认。
2)回温后开封使用必须在操作环境下放置2h以上解冻,以避免冷凝水出现。
3)印刷环境(25±3)℃,相对湿度小于或等于65%,以维持焊膏出厂性能。
4)温度对印刷时间的影响(湿度在60%下)温度在20℃、25℃、30℃时,可印刷时间分别为12h、7h、2h。
5)湿度对印刷时间的影响25℃时,随湿度增加,印刷时间减少。
五、焊膏活性的表现1.焊膏活性的表现:(1)焊膏的活性越强,在OSP处理的焊盘上铺展面积越大,如图5所示。
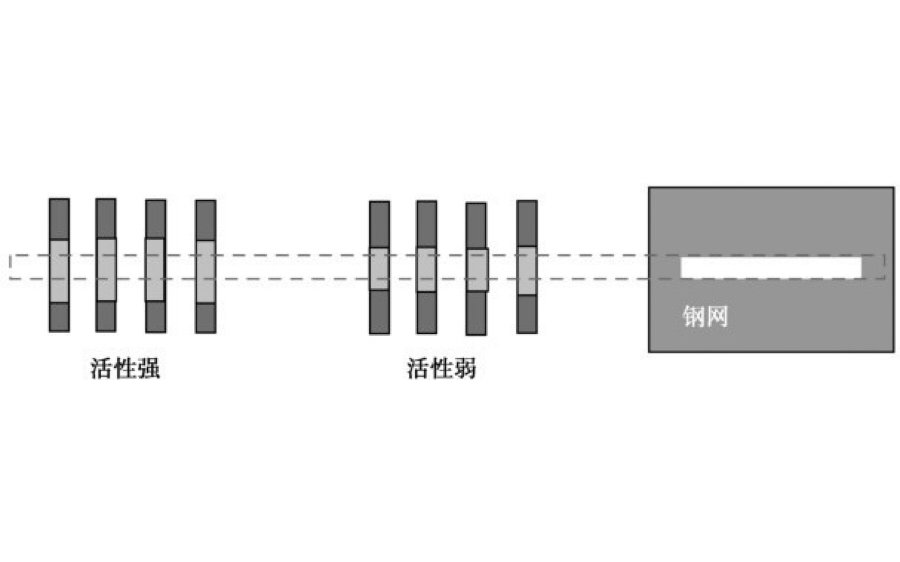
图5 在OSP处理焊盘上的铺展
(2)焊膏的活性越强,引线爬锡越高,如图6所示。
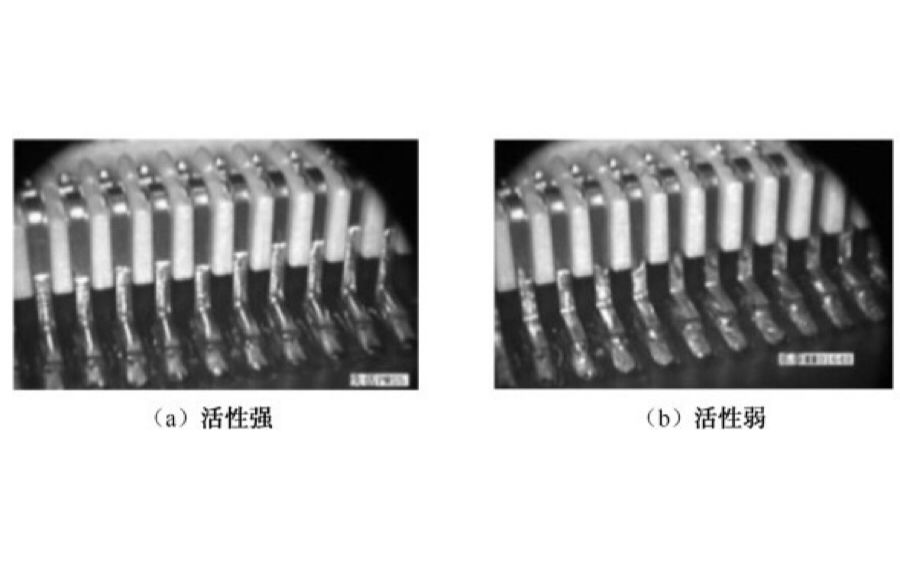
图6 引线爬锡高度与活性
(3)焊膏的活性越强,焊锡对引脚的覆盖越好,如图7所示。
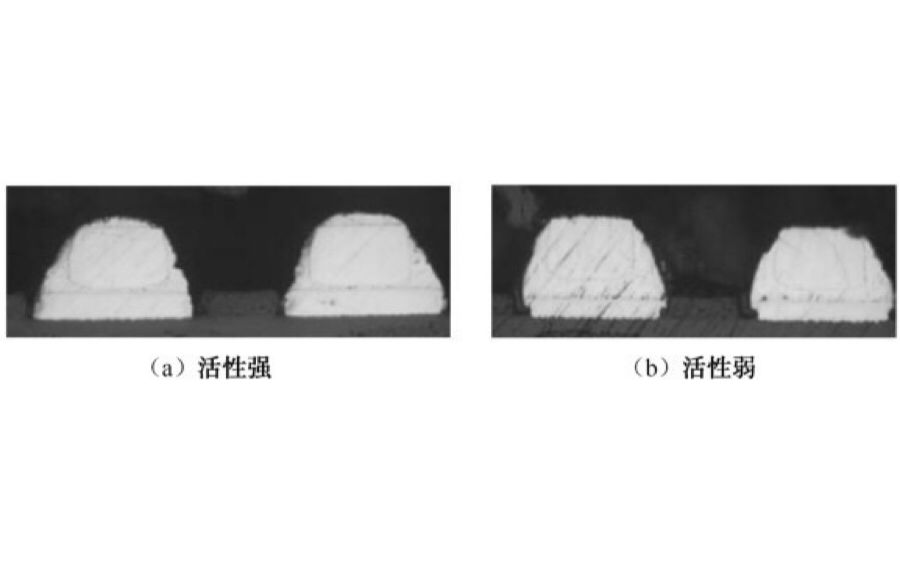
图7 引脚的覆盖与活性
4)采用0.127mm(5mil)厚的钢网印刷焊膏,在165~175℃下,烘烤10min,然后再加热到210℃(对于有铅焊膏),观察焊锡表面葡萄球现象的严重程度。葡萄球越少,表示去除氧化物能力越强。这是判定焊剂活性比较简单和有效一些方法,通常不需要专门制作试验板就可进行。根据贾忠中著SMT核心工艺解析与案例分析改。

 分享
分享
图片新闻








最新活动更多
-
6月13日立即参评>> 【评选】维科杯·OFweek2025中国工业自动化及数字化行业年度评选
-
7.30-8.1火热报名中>> 全数会2025(第六届)机器人及智能工厂展
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
即日-2025.8.1立即下载>> 《2024智能制造产业高端化、智能化、绿色化发展蓝皮书》
-
精彩回顾立即查看>> 宾采尔激光焊接领域一站式应用方案在线研讨会
-
精彩回顾立即查看>> 【在线会议】安森美Hyperlux™ ID系列引领iToF技术革新
推荐专题

中国智能制造数字化转型大会")


- 1 智造赋能,生态共融:大联大携手产业伙伴,共绘新质工业宏伟蓝图
- 2 谁将成为行业榜样?维科杯·OFweek2025中国工业自动化及数字化行业年度评选等您来参与!
- 3 开目新一代MOM:AI赋能高端制造的破局之道
- 4 【重磅来袭】6月17日上海见!全球智造巨头聚首,60余场前沿论坛,制造业数字化盛会邀您共启数智破局之旅!
- 5 当数智工业邂逅大湾区,看PHIIDF2025如何破界,链动全球!
- 6 安森美正式参评“维科杯·OFweek 2025中国工业自动化与数字化行业优秀产品奖”
- 7 世界计量日盛会启幕,聚焦测量体系变革:质量、效率与动力
- 8 iEi威强电邀您共襄AIAE Expo 2025北京国际工业自动化盛会,探索智能工业新边界!
- 9 欧姆龙正式参评“维科杯·OFweek 2025中国工业自动化与数字化行业优秀产品奖”
- 10 展会首日速递 | iEi威强电亮相北京AIAE Expo 2025,客户云集共话智能工业未来



发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论