





冷却对模具质量的影响 原来我们都低估了它
模具冷却系统设计的好坏是模具设计成功与否的一个关键因素,它直接影响塑料制品的质量和生产效率。在注塑成型过程中,塑料制品在型腔中的冷却时间要占整个成型周期的50%~60%,而且冷却的速度和均匀性直接影响制品的质量。如果冷却系统设计不合理的话,会造成生产周期长,成本高,另一方面,不均匀的冷却也会造成产品因热应力而产生翘曲变形,从而影响产品品质。
另外,模具因冷却设计不佳产生的问题,不会像浇注系统那样容易被发现,例如可以检视制品外观或者观查短射(shortshot)样品,以找出可能的症结。
常用的冷却系统设计
注塑成型的冷却系统包括模板和模仁(Cavity and Core)的冷却水路(cooling channels)及装置(devices) - 如隔水板(baffles,见图1)、喷泉管(bubblers,见图2)、热管(thermal pins,见图3)等。

图一

图二

图三
冷却系统也包括供给和回收冷却液(coolant)的装置和配管(piping),如模温机(mold temperature control unit)、管线(pipelines)、歧管(manifolds)、软管(holses)等,模温机调整冷却液温度到一设定温度范围,配管衔接模温机和挂在注塑机上的模具,歧管将冷却液分流或汇集,软管则衔接歧管和模具)或模具中不同的水路。
因冷却不佳而导致的外观问题
冷却不均使得塑件各区域的固化有其先后,后固化的塑料拉伸应力大,其表面光泽明亮,反之则较晦暗,导致阴阳面的生成,伤及外观质量。
图4 是一汽车内饰件,材料是 PP+EPDM,表面光泽差异大使得塑件不被接受。其两处光泽有异的区域背后,各有一镶块(insert),其内并无冷却孔道及装置,然而包围镶块的模仁内则有冷却孔道及装置。塑料因冷却不均而收缩不均,造成表面光泽的差异。

图四
模温高且均匀,残余应力小,对不透明件而言,其表面光泽度高。
图5 是微发泡射出成型( The Microcellular Injection Molding)的ABS塑件。下面的塑件是以蒸汽均匀加热的高模温模成型的,与模腔的抛光面对应的塑件表面光可鉴人,与模腔的咬花面对应的塑件表面匀称柔和。上面塑件是以传统较低且不均匀的模温成型,不但黯然失色,而且光泽不均。模温高且均匀,对透明件而言,其透明度好。

图五
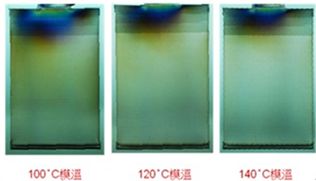
图六
图6 是对应于100 C、120 C 和140 C模温成型的透明件的光弹效应图(photoelasticdiagram)。 可以看出模温愈高,其色彩变化愈缓且均匀,说明其残余应力低、透明度好。
因冷却不均而导致的变形问题
塑料射出成型的充填阶段采用高模温,可以确保产品的质量(如高光无痕),后充填阶段采用低模温,可以缩短周期时间,这样高低模温交替以兼顾产品质量与生产效率的技术就叫作高低模温变换技术。
采用此一方式生产高光免喷涂的产品,往往因为变形的问题而困扰不已。原因常常是母和公模在充填阶段分别采用高和低的模温,母和公模侧的散热与型腔的中心面不对称,增加对此一中心面不对称的残余应力,使得扳转产品变形的弯曲力矩增加,产品变形就比较大。
图7 是一采用高低模温变换技术射出成型的PC/ABC的46吋电视机前框。原来母和公模模温在充填阶段分别为120C和50C,在后充填阶段则都是50C,结果该电视机前框向母模凹(concave towardcavity side)。

图七
经Moldflow模拟,将母和公模模温在充填阶段都改成145C,而在后充填阶段都改成10C,变形减少7/8,冷却时间基本不变,而因充填阶段采用的模温是PC的玻璃转移温度(glass transition temperature),产品表面的高光效果较前为佳。
图8 是PBT-GF30的继电器(relay)部品,其长方型盒状产品的侧壁,有向内凸(convex inward)的情形,这往往是四个内角隅的冷却不足,造成盒内外冷却不均与收缩不均的结果,从Moldflow变形原因角度分析,我们称之为角落效应。
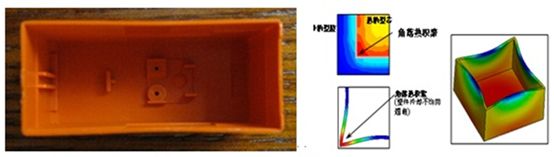
图八
冷却均衡要考虑塑件在公模和母模侧(core and cavity sides)的冷却要对塑件的中心面对称,也要考虑塑件在单侧-公或母模侧-的冷却匀称,否则都会导致塑料的收缩不均、较高的残余应力和较大的变形。
因冷却不佳而导致长的成型周期
冷却时间约占成型周期(molding cycle)时间的60%,如果冷却时间长,成型周期时间就难以缩短。
冷却不均也会延长成型周期。这是因为冷却不均使得塑料收缩不均,而在塑件固化后留下较高的残余应力(residualstress),如果太早开模和顶出塑件,塑件太软,在高残余应力下,塑件变形较大。通常的对策往往是延长冷却时间,使得强迫在模腔内定型的塑件降温到其强度足以克制其内的残余应力为止,这样成型周期就会因为冷却时间的延长而变长。
图9 是汽车配光镜产品,原始模具流道设计为12mm,产品冷却需要25秒,但流道凝固50%可以顶出需要57秒,成型周期过长,经过Moldflow优化分析,将冷流道直径改为9mm,满足成型要求,而且流道冷却时间只需要35秒,这样改模后,将成型周期缩短了22秒 。
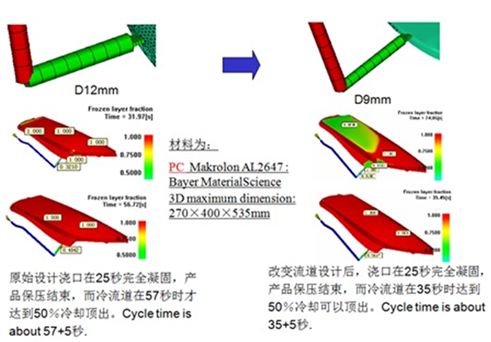
图九
注塑成形模的冷却和常见的问题如光泽差异、色泽差异、透明度、翘曲变形、长的成型周期等息息相关,冷却设计必须着重均衡和效率,而Moldflow能够帮我们优化水路的设计,帮助我们大幅提高良率和生产力。

 分享
分享
图片新闻








最新活动更多
-
6月13日立即参评>> 【评选】维科杯·OFweek2025中国工业自动化及数字化行业年度评选
-
即日-6.16立即报名>> 【在线会议】olution Talks |Computex 2025关键趋势深读
-
7月22-29日立即报名>> 【线下论坛】第三届安富利汽车生态圈峰会
-
7.30-8.1火热报名中>> 全数会2025(第六届)机器人及智能工厂展
-
7月30-31日报名参会>>> 全数会2025中国激光产业高质量发展峰会
-
即日-2025.8.1立即下载>> 《2024智能制造产业高端化、智能化、绿色化发展蓝皮书》
推荐专题

中国智能制造数字化转型大会")


- 1 智造赋能,生态共融:大联大携手产业伙伴,共绘新质工业宏伟蓝图
- 2 数智破局·生态共生:重构全球制造新引擎 2025 WOD制造业数字化博览会即将在沪盛大启幕
- 3 谁将成为行业榜样?维科杯·OFweek2025中国工业自动化及数字化行业年度评选等您来参与!
- 4 【重磅来袭】6月17日上海见!全球智造巨头聚首,60余场前沿论坛,制造业数字化盛会邀您共启数智破局之旅!
- 5 安森美正式参评“维科杯·OFweek 2025中国工业自动化与数字化行业优秀产品奖”
- 6 当数智工业邂逅大湾区,看PHIIDF2025如何破界,链动全球!
- 7 抢先解锁!全数会2025机器人及智能工厂展览会核心亮点速递
- 8 iEi威强电邀您共襄AIAE Expo 2025北京国际工业自动化盛会,探索智能工业新边界!
- 9 欧姆龙正式参评“维科杯·OFweek 2025中国工业自动化与数字化行业优秀产品奖”
- 10 世界计量日盛会启幕,聚焦测量体系变革:质量、效率与动力



发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论